Not all consumers like the products of the domestic manufacturer of passenger cars represented by the leading flagship AvtoVAZ. This explains the fact that in almost any metropolis in Russia, mostly foreign-made cars drive on the roads. However, not all domestic cars are so bad. It is worth highlighting the Lada Priora brand (VAZ 2170), which has one feature. The car's engine is equipped with a lightweight connecting rod and piston group, which reduces the noise level during operation of the power plant. In addition, less fuel is now consumed. And everything would be fine, but each piston on the Priora has a plug-in design.
What could it be? As noted by many drivers who have already enjoyed the silence and economy of a car, a broken drive belt is a fairly common occurrence. As the manufacturer notes (this is also indicated in the instructions), the timing drive resource is 200 thousand km, but practice proves the opposite. For many drivers, a belt break occurs much earlier - after 40-60 thousand kilometers.
Timing belt function
In any car, even with the most modern electronics, there is a gas distribution mechanism (or timing). The general system consists of:
- camshaft;
- valves (intake and exhaust for each cylinder);
- rods (intermediate link between the shaft and valves);
- drive belt (sometimes it is a chain or a group of gears).
All engines operate in four stroke mode. In this case, the operation of all valves (opening and closing) and Priora pistons of each cylinder is performed in strict sequence. To do this, the camshaft needs to rotate. To do this, the crankshaft is used, from which motion is transmitted to the timing shaft, and a belt, chain or group of gears acts as a connecting link.
On many cars, including Priora, a belt is used to reduce noise levels.
About the design of standard pistons
In order to work in such conditions, the part must be as light as possible. And the material is wear-resistant. The alloy must also have high thermal conductivity. This will ensure a high cooling rate. External working surfaces must be made in such a way that the part does not jam in the heated cylinder. Also, combustion products should not penetrate the crankcase. The piston is barrel-shaped; there is a big difference between the degree of heating of its working part and the skirt. This allows all requirements to be met.
The piston head or its upper part includes the bottom. There are also special grooves for mounting o-rings. To ensure that the upper part can cope with high loads, it is covered with a special layer of protective coating at the production stage. The grooves for installing the rings are made so that there is a slight angle. This ensures that the outer edge of the ring is located higher than the inner one. This prevents the cross-section of the groove from tilting downwards during operation at high temperature loads. To ensure better sliding, the piston is treated with special coatings over the entire working surface. In order for the part to run in better, coatings are applied that will wear out during the running-in process. This is tin coating or phosphating. Materials that improve slip remain on the surface throughout the entire service life.
Timing belt diagnostics
Many new Prior owners may be wondering how to diagnose a timing belt. Experienced drivers know very well that such a procedure does not involve anything complicated. As is already known, a broken drive belt can have dangerous consequences for the entire engine. This can be recognized by a characteristic sound - at the moment when the belt breaks, a loud bang is heard for a short time from under the hood, and the car immediately stalls. After this, it is no longer possible to start the engine, and the operation of the starter will be accompanied by a characteristic metallic knock - this is how the Priora piston hits the valves.
In order to once and for all prevent the meeting of pistons and valves, it is necessary to periodically check the technical condition of the timing belt. It is also worth checking its tension. Approaching the mileage mark of 60-70 thousand km, you should listen carefully to the operation of the engine and if you detect any extraneous sounds that should not be there, you must immediately carry out diagnostics. You can do this yourself or go to a car service center, where the work will be done at a more professional level.
A visual inspection will determine whether the belt needs replacing or not. There should be no defects on its surface. If you can see cracks or find that the integrity of the teeth is compromised, then you can draw disappointing conclusions and go to the nearest auto parts store. You should also be alert for oil leaks and wear.
Why install non-factory pistons?
This is different for each car. If you fully comply with the manufacturer's regulations for engine maintenance, install recommended or at least high-quality spare parts and consumables, then the car will serve for a long time and properly, and all mechanisms and components will operate in their normal modes.
But everyone wants to save money or have their car tuned, and here a number of questions arise. If you save at the expense of the timing belt (and this is the belt and rollers for it), buying obviously low-quality parts, then you should take into account that their replacement intervals will drop as well as the price. For example, if as a standard on AvtoVAZ engines the belt should be changed after 30-50 thousand km, then rarely anyone managed to drive more than 5-10 thousand km with cheap and non-original components.
Causes of belt breakage
Due to a broken belt, the Priora piston begins to bend the valves, but what can bring the belt itself to this state? The main reason is inevitable natural wear and tear. Here it is important to be realistic and understand that any belt, even from the highest quality material, is unlikely to be able to withstand the load for more than 100,000 km. In this connection, it is better to replace it after every 60-65 thousand kilometers.
But besides wear and tear, the belt breaks for other reasons. If you install a timing drive with weak or excessive tension, damage cannot be avoided. Operating Russian cars under high load conditions is also not beneficial. In some cases, the tension pulley may become loose or suffer varying degrees of damage. Also, the water pump pulley can jam at the wrong time. All this can also lead to slippage or breakage of the timing drive.
If the connecting link is worn out, then the economy does not work here, since everyone knows perfectly well what usually happens to stingy people, from the well-known saying.
Reasons for installation
Here guys, everything is individual, as I have already written in many articles, if you follow the technical maintenance regulations, install original or high-quality spare parts, then your “iron horse” will not let you down - the units will operate in normal modes.
However, you always want to save money or tune up your car, but this raises some questions. Namely:
1) If we save, in particular, on the timing system (belt and other rollers) by installing low-quality parts, then their replacement interval drops significantly. For example, as a standard on our VAZs, the timing belt is changed after about 30 - 50,000 km, but if cheap "non-original" ones are installed, it can last about 5,000 - 10,000 km, or maybe less.
2) Also, some “people’s tuners” who try to squeeze more power out of our PRIORs often install air compressors on the engines. But most of the parts are not designed for such speeds (7000 - 9000), just as the gas distribution system is not designed. As you guessed, the connecting link of the belt simply breaks.
So what should we do? After all, you want to save money and drive? There is a solution (damn, just like in the advertisement) - “stickless pistons”!
Why is timing belt break so scary?
The entire timing assembly is an important mechanism in the engine of not only the Priora, but also any other car. And in this node there is one element that bears a very great responsibility. We are talking about a drive belt that connects all the elements of the system. When in good condition, the timing belt allows valves and pistons to operate in synchronization. At the same time, they do not interact with each other, which significantly extends their service life.
However, such a minor malfunction on Russian cars as a broken drive belt can lead to a disastrous result - the well-functioning operation of the entire system fails. The entire mechanism stops and each of the valves freezes in a different position. And it’s good if any of them does not meet the piston that is moving towards. Unfortunately, in most cases the inevitable happens - the piston hits the valve.
The outcome of this meeting can be very different. And valve bending is not all. The piston itself and the entire gas distribution unit are destroyed. It’s rare that you can get away with minor damage, but in practice the consequences can be serious. The possibility of complete engine failure cannot be ruled out, and in this case only a major overhaul will help. Does anyone know how much the Priora costs? We'll talk about this a little later.
Such consequences can be caused by factory defects, although not everything is so clear. On the original pistons, the counterbores (recesses for the valves) are very small. Someone may immediately object, expressing the opinion that you need to carefully monitor the condition of the drive belt.
This remark is partly true. However, in reality, even a scrupulous diagnosis does not provide a complete guarantee, and sooner or later trouble still strikes. The only question is when and where?!
Installation on PRIORU
As promised, I will describe the installation on our VAZ (PRIORA), because it is one of the most purchased cars in our country and it has frequent problems with the timing belt. Many will immediately ask the question - do the valves bend when they break? Read the answer here.
In principle, no difficulties should arise here, but it is practically impossible to do this yourself in your yard! The engine will need to be disassembled.
1) We buy plugless pistons; usually the kit can be selected directly to your piston size. That is, if you have an 86 mm piston, then you can also take a plugless piston of 86 mm. However, you need to either know the exact dimensions, or measure them at a service station during disassembly. The cost can vary from 3,000 to 6,000 rubles per set.
2) We disassemble the engine to remove the pistons; it may need to be removed. (Of course, you don’t have to remove it, this is at the discretion of the masters, there are methods both ways)
3) Remove the piston group and replace it with grooved pistons.
4) Next we assemble the engine
Many drivers sacrifice power for the sake of greater practicality - you can understand them, especially if you look at the aftermarket. If there is a break, you can fly into such repairs that it won’t seem like much, but this way you are protected.
Features of the pistons
The piston of an automobile engine is a necessary element of the cylindrical shape of the crank mechanism (crank mechanism), which plays a key role. It is he who converts the explosive energy from the combustion of the fuel-air mixture into forward motion, which is transmitted to the crankshaft. In this case, everything happens in a cyclical mode.
It’s interesting, after all, has anyone thought about the question: “How much does Priora cost?” We inform you especially for them: a new car will cost 390-490 thousand rubles (depending on the configuration).
During engine operation, the piston is constantly under the influence of mechanical load under conditions of particularly high temperature. Inside the Priora engine, the pressure can reach a colossal value - 6.5-8 MPa, which is equivalent to almost several tons.
Fuel explosions can accelerate the pistons to speeds of 100 km/h or faster. When the working mixture explodes, the temperature reaches 1800-2600°C, and this temperature load greatly affects the strength characteristics. Sudden temperature changes also occur, leading to thermal stress.
Piston seal. Piston rings
Details Category: Sealing of moving joints
Piston seal. Piston rings. Small diameter pistons (pistons of hydraulic, oil, fuel pumps, etc.) are sealed by grinding to the surfaces of the cylinders. Compaction is improved by introducing labyrinth grooves (Fig. 700).
Large-diameter pistons operating at low temperatures and low pressures (for example, in hydraulic, pneumatic and vacuum cylinders) are sealed with labyrinth grooves (Fig. 701, I) or rubber rings (Fig. 701, II). At higher pressures, lip seals are used (Fig. 701, III). The most reliable and versatile seal, capable of operating at high temperatures and withstanding the highest pressures, is the piston ring seal (Fig. 701, IV). It is used to seal liquids and gases.
Piston rings . The piston ring is a split metal ring (usually rectangular in cross-section) that fits into the grooves of the piston. The diameter of the ring in the free state is greater than the diameter of the cylinder. When inserted into the cylinder, the ring is compressed and, due to its own elasticity, fits tightly to the walls of the cylinder along its circumference, with the exception of a narrow channel formed by the cut (lock) of the ring.
During operation, the piston rings are pressed against the cylinder walls not only by the forces of their own elasticity, but also by the pressure of the working fluid (or gas) penetrating into the piston grooves and acting on the rear surface of the piston ring (Fig. 702).
This pressure can be many times greater than the pressure caused by the rings' own elastic forces; it plays a major role in the sealing action of the piston rings. The tension of the rings when inserted into the cylinder is only a precondition for creating this pressure.
According to the principle of operation, the piston ring seal on this side is very close to the lip seal. As there, the sealing element is pressed against the cylinder walls by a force proportional to the sealing pressure. On the other hand, a piston ring seal is similar to a labyrinth seal. The rings are installed in the piston grooves with end and radial clearances (Fig. 703, I).
Being pressed against the walls of the piston grooves, the rings form a series of annular cavities (Fig. 703, II). The working fluid (or gas) penetrating into the cavity of the first piston ring can pass into the next annular cavity only through a narrow gap in the ring lock. As the fluid passes through the gap, the pressure drops; this process is repeated as the liquid flows into each subsequent cavity. As a result, in the last cavity the fluid pressure will be much less than in the first.
Typically, the pressure in the sealed cavity of the cylinder cyclically fluctuates from maximum (during the working stroke of the piston) to zero (during the reverse stroke of the piston); the wave of fluid rushing into the seal has a limited amount of energy that can be completely dissipated in the seal. Under these conditions, the labyrinth seal can be completely airtight.
To increase the reliability of the seal, several rings (usually three) are installed in series. In seals exposed to high pressures, 5-10 rings are installed, sometimes more.
In order to reduce the axial dimensions of the seal, two or more rings are sometimes installed in one piston groove (Fig. 704).
The rings are installed in the grooves (Fig. 705) with an end gap of about Δ = (0.05-0.1)h.
The gap s between the rear surface of the ring and the bottom of the piston groove should be within the range (0.2-0.25)b.
The gap in the lock is selected from the condition that in working condition (when the ring is in the cylinder) there would be a gap in the joint to compensate for temperature deformations. It is advisable to make this clearance minimal to reduce the flow of liquid through the lock, and also taking into account the fact that the gap in the lock quickly increases with wear of the ring and cylinder walls (proportional to 2πδ, where δ is the radial wear of the outer surface of the ring and the cylinder wall).
In practice, this clearance is made t = (0.002-0.005)D0, where D0 is the diameter of the cylinder.
If the seal operates at elevated temperatures (for example, in the cylinders of compressors and engines), then Δt should be added to this clearance value - the elongation of the ring when heated, determined from the relation
where αk and αц are the linear expansion coefficients of the ring and cylinder materials, respectively; tk and tc are the operating temperatures of the ring and cylinder, respectively, °C; t0 is the initial temperature (assembly temperature), °C.
Calculation of piston rings for strength . The diameter of the ring in the free state is chosen in such a way as to obtain sufficient tension when inserting the ring into the cylinder. At the same time, high stresses should not arise in the ring material in the operating state, when the ring is compressed by the cylinder walls, and when installing the ring in the piston grooves, when the ends of the rings are spread apart to be put on the piston. The dangerous section is located on the axis of symmetry of the ring against the lock. In working condition, the outer fibers of the cross-section are subject to tension, while the inner fibers are subject to compression; When putting on the ring, the outer fibers are compressed, the inner ones are stretched.
Maximum operating voltage
where D0 is the cylinder diameter, mm; D is the outer diameter of the ring in the free state, mm; b—ring section width, mm; E is the elastic modulus of the ring material, MPa.
From here
Maximum tension when putting the ring on the piston
The voltage σ'max, acting once only when putting on the ring, can be greater than the operating voltage σmax, acting constantly, especially since the ring has an increased temperature during operation.
Let us set σ'max = aσmax, where a is a value greater than unity (on average a = 1.5-2).
Substituting this expression into equation (140), we obtain
Where
Substituting this expression into equation (134), we obtain
From equation (141) one can find
The table shows b/D0 values calculated using equation (143) for rings made of various materials at the specified permissible values [σ] (a = 2).
The table shows that the values of b/D0 for all three cases are close to each other. On average, we can put b/D0 = 1/20. Substituting this value, as well as the value of a = 2, into equation (142), we obtain D/D0 = 1.035.
In each individual case, the ratios b/D0 and D/D0 should be determined using formulas (143), (142) with the substitution of the corresponding values of σmax and a.
Ring pressure on the cylinder walls (assuming uniform pressure around the circumference of the ring)
Taking b/D0 = 1/20 and substituting the above σmax values, we obtain average pressure values for rings made of various materials: cast iron 0.1 MPa, steel 0.3 MPa, bronze 0.125 MPa.
The above relationships allow us to formulate the following rules for the design of piston rings: 1) ring width b should be no more than 1/20 of the cylinder diameter; 2) the diameter of the ring in the free state should be no more than 1.03-1.04 times the diameter of the cylinder.
Exceeding these values causes high stresses during operation and putting the ring on the piston. In each individual case it must be justified by calculation. If for some reason it is necessary to use rings with a ratio b/D0 > 1/20 (for example, in the case of small-diameter cylinders), it is necessary to mount the rings on removable intermediate washers (Fig. 706). The stresses in the ring and the pressure it exerts on the cylinder walls do not depend on the height of the ring h (see Fig. 705).
An increase in height only causes an increase in ring rigidity, accompanied by a weakening of the lip effect and an increase in the force required to push the ring onto the piston.
The height h of the ring is usually made equal to (0.5-0.7)b. To determine the height, you can use the relation
where D0 is the diameter of the cylinder, mm.
Uniform pressure piston rings. Round rings do not provide uniform pressure around the circumference. A typical polar pressure diagram (pressure rose) for these rings is shown in Fig. 707.
Uniform pressure is ensured by rings formed by two circles, of which the inner one is displaced until it comes into contact with the outer circle (Fig. 708, I). In practice, such rings are impossible; one can only approach a similar form to a greater or lesser extent (Fig. 708, II). This shape is sometimes given to snap rings to equalize pressure around the circumference and increase the flexibility of the ring to facilitate installation.
Another way to obtain uniform pressure around the circumference is to give the ring in a free state a shape somewhat reminiscent of an ellipse (these rings are conventionally called elliptical). Once inserted into the cylinder, the ring takes a circular shape and exerts uniform pressure on the cylinder walls.
The coordinates of the axial line of the ring of uniform pressure in the free state (Fig. 709) are determined from the relations
where Ax and Aу are dimensionless quantities that depend only on the angle ψ.
The values of Ax and Ay are shown in Fig. 710 as a function of angle ψ. The stresses σmax in expressions (144) and (145) are determined by strength calculations using formula (138).
The gap s between the ends of the ring in the free state is equal to the value of 2Y at ψ = 180°, i.e. 9.42 (see Fig. 710), multiplied by the corresponding proportionality factor:
Ring design . Rectangular rings are most often used (Fig. 711, I). The inner corners of the rings are chamfered (0.2-0.5) x 45° to prevent the rings from sticking to the rounded corners of the piston grooves, as well as to make it easier to put the rings on the piston. For rings of large diameter, labyrinthine grooves are made on the outer surface (Fig. 711, II).
To increase the pressure on the cylinder walls, annular samples are made on the outer surface of the rings (Fig. 711, III, IV). However, this measure reduces the cuff effect of the ring, since the fluid pressure on the outer surface of the ring in the sampling area balances the fluid pressure on the back surface of the ring.
This circumstance is used to evenly distribute the load between the rings. The recesses in the first rings facing the working space of the cylinder reduce the pressing force of the first rings against the cylinder walls and thereby load the following rings. This technique is used in hydraulic cylinders, in piston compressor cylinders, etc. This technique is also useful in vacuum cylinders, where the vacuum presses the rings away from the cylinder walls and where, therefore, it is important to reduce the cuff effect.
For internal combustion engines, sampling is not done on the first rings, as this increases the risk of ring coking due to the penetration of combustion products into the gap between the ring and the cylinder wall. Samples are made only on the last rings, to which pressure is applied, significantly weakened by the throttling effect of the previous rings, and where one has to rely more on the ring’s own elasticity than on the cuff effect. Samples similar to those shown in Fig. 711, V have little effect on the cuff effect.
To speed up the running-in of the rings to the cylinder walls, the outer surface of the rings is made conical (Fig. 711, VI), leaving a narrow (0.3-0.5 mm) cylindrical ribbon. This method requires individual processing of the rings per cone.
A more productive method is group processing, in which the rings are clamped in the form of a package between massive conical disks (Fig. 712, I) and ground (Fig. 712, II).
After disassembling the package, the rings are straightened, as a result of which the outer surface of the rings acquires a slight taper. Using this method, it is possible to obtain rings with an angle of inclination of the generatrices of 20'-30' (this is why the rings are called “minute”). Such a tilt is difficult to notice with the eye. To avoid errors during installation, it is necessary to mark the ends of the rings, indicating the direction of the taper.
Another technique for imparting a taper to the working surface is based on the property of asymmetric sections to twist under the influence of bending forces. On the inner surface of the rings, cuts or bevels are made (Fig. 713, I, II), displacing the main axis of inertia of the section relative to the direction of the bending forces.
When introduced into the cylinder, such rings are twisted under the influence of pressure exerted by the walls of the cylinder, as a result of which the outer surface of the rings takes on a conical shape (Fig. 714). The taper varies around the circumference of the rings and is greatest at the ends of the ring. The friction of the ring edges against the cylinder walls during the downward stroke of the piston, in turn, promotes twisting of the ring. Due to their ease of manufacture, twist rings have become widespread.
Trapezoidal rings (Fig. 715, I, II) are used in cylinders operating at high temperatures (cylinders of internal combustion engines, high-pressure piston compressors), where there is a danger of ring coking due to oil decomposition at high temperatures.
The conical shape of the rings helps push deposits out of the piston grooves with each change in direction of piston movement, allowing the rings to maintain mobility in the grooves. Trapezoidal rings, in addition, exert increased pressure on the cylinder walls as a result of the wedging effect of the conical surfaces of the grooves during the movement of the piston.
In Fig. 716, I, II shows the profiles of “twisting” trapezoidal rings.
Oil dump rings . In cylinders operating on gases, it is necessary to prevent the penetration of lubricating oil into the working cavity of the cylinder. The problem is solved by using oil release (or oil) rings installed in front (in the direction of the piston stroke) of conventional sealing rings, which in this case are called gas rings.
Oil rings scrape excess oil from the cylinder walls, preventing it from penetrating the gas rings and into the working cavity of the cylinder. All designs of oil rings are characterized by the following: 1) increased pressure on the cylinder walls, achieved by reducing the rubbing surfaces of the rings; 2) the presence of cavities in which the scraped oil collects; 3) removal of scraped oil through holes connecting the piston grooves with the internal cavity of the piston; 4) increased axial clearances in the groove.
In the designs in Fig. 717, I, II rings are shaped like a scraper. The oil scraped from the cylinder walls is removed through the end clearance in the piston groove and through the radial holes in the piston walls.
In the ring in Fig. 717, III there is an additional oil discharge cavity connected by windows (or radial holes) with the rear surface of the ring. In the design in Fig. 717, IV oil is removed from under the scraper through grooves at the end of the ring. In Fig. 717, V shows an oil release ring with a trapezoidal profile. For severe operating conditions, a double installation of oil rings is used (Fig. 717, VI).
Piston ring locks . The simplest lock - with a straight cut (Fig. 718, I) has the disadvantage that the ends of the ring exert increased pressure on the walls of the cylinder and wear out the surface of the walls. Leakage through such a lock is relatively large.
Better are locks with an oblique cut (Fig. 718, II), in which the pressure on the cylinder walls is more uniform due to the gradual thinning of the ends. The sealing ability of such locks is higher due to the lengthening of the fluid path in the lock. In addition, for a given gap t in the ring closure plane (tangential gap), the normal gap t0 at the joint, which determines the amount of fluid flow, is smaller here and equal to t0 = t·sin α (where α is the angle of inclination of the cut). For the most common inclination angle α = 45° t0 = t·sin 45° ≈ 0.7t.
The sealing ability of stepped locks (Fig. 718, III-V) in which the gap at the joint is theoretically zero is even higher. However, making such locks is more difficult; In addition, if the height of the rings is small, their whiskers are too thin and easily broken. To increase strength, it is advisable to make the transition of the whiskers into the body of the ring with smooth fillets (Fig. 718, IV, V).
In Fig. 718, VI shows a “sealed” two-stage lock with steps located in mutually perpendicular planes. The leakage of gases through the joint here is significantly less than in previous designs. However, making such locks is much more difficult.
Locking the rings . Since the rings are installed movably in the piston grooves, it may happen that during operation the joints of adjacent rings become opposite each other, as a result of which leakage increases. To prevent this phenomenon, the piston rings are locked in the angular direction using radial pins located at the joint of the rings and secured in the piston body. The joints of adjacent rings are installed diametrically opposite.
Stopping methods are shown in Fig. 719, I-VI. The disadvantage of locking the rings is that the rings (due to the always existing uneven pressure along the periphery) wear out the cylinder walls unevenly, violating its round shape. For moving, non-locked rings, uneven wear is smoothed out by the angular movement (wandering) of the rings in the piston grooves during operation. For rings with an oblique joint, the angular movement is regular due to the shear forces that arise at the joint during the reciprocating movement of the piston and tend to rotate the ring in the groove.
Locking the rings is mandatory if there are recesses, channels, windows on the cylinder walls (for example, purge windows in two-stroke internal combustion engines) crossed by the rings during the reciprocating movement of the piston. An accidental coincidence of the joint with the windows can cause the rings to break.
Materials. Manufacturing. Piston rings are most often made from high-quality pearlitic cast iron, which is characterized by wear resistance and high anti-friction properties due to the presence of lamellar graphite in the structure.
Typical mechanical properties of piston ring cast irons are as follows (upper limits apply to alloy cast irons); E = (11-13)104 MPa; σв = 300–500 MPa; σi = 400–600 MPa; σ0.2 = 200–300 MPa; HB 100-120; δ = 0.2-0.6%.
Mechanical properties practically do not change up to 450°C.
After peeling, cast iron piston rings are subjected to aging, natural or artificial (at 500-550°C).
Rings operating under conditions of abundant lubrication are made of spring steel, hardened and subjected to medium tempering (350-500°C). Steel rings require increased surface hardness of the cylinder walls.
Sometimes piston rings are made from forged bronze of the BrAZhN or BrAZhMts brands, and in critical cases - from beryllium bronze of the BrB2 brand.
“Elliptical” rings of uniform pressure are obtained by one of the following methods: 1) by casting (for cast iron rings) blanks that have a plan shape corresponding to the theoretical profile; 2) processing blanks using a copier; 3) deformation of the workpiece followed by fixation of the shape by heat treatment (thermal method); 4) rolling the inner surface of the rings with variable rolling force.
Cast iron rings for critical purposes are produced by casting in chill molds. Castings are produced with minimal allowances for subsequent machining.
When processing by copying, the ring is given the required profile by turning or milling. Then a cut is made, the ends are brought together, and in this state the outer and inner surfaces are processed on cylindrical grinding machines.
When producing cast iron rings using the thermal method, round blanks, made with a small allowance for machining, are placed on a mandrel, the shape of which corresponds to the theoretical profile. The resulting shape is fixed by heating the blanks to a temperature of 600-650°C, after which the blanks are transferred to finishing operations, which are performed with the ends brought together.
When rolling, the rings are placed in the annular grooves of a rotating device: the back surface of the rings is rolled with a roller eccentrically installed in the device so that it exerts maximum pressure on the side of the ring opposite the lock. With the correct choice of the eccentricity value, the ring, straightening out after rolling, takes on a shape close to the theoretical one. After this, the ends and, in the flattened state, the outer surface of the rings are ground.
When rolling, cold hardening occurs: compressive stresses are created in the inner fibers of the ring, opposite to the tensile stresses that arise when putting the ring on the piston, thanks to which it is possible to safely increase the width of the ring with a gain in pressure.
After finishing operations, the rings are ground in a reference cylinder. The accuracy of the fit of the rings is checked by shining through the gap between the outer surface of the ring and the walls of the reference cylinder. The permissible clearance standards are set depending on the purpose of the rings. For precision rings, a clearance of no more than 0.01 mm is acceptable.
Rings for critical purposes are checked for uniformity of radial pressure using electropiezometric or electromagnetic instruments with the construction of a polar pressure diagram.
Coatings _ To increase the wear resistance and service life of the rings, the working surface of the piston rings is chrome-plated. Chrome coating is characterized by very high hardness (HV 900-1000), heat resistance, low coefficient of friction and extreme pressure properties.
In galvanic hard chrome plating, chromium is applied in a continuous layer 0.15-0.25 mm thick for small rings and up to 0.5 mm for large rings.
After chrome plating, the thinly coated rings are installed in the cylinder; Thickly coated rings are ground to eliminate uneven chrome coating.
Hard chrome plating has the following disadvantages:
1) due to the high hardness of chromium and poor oil wettability, the process of running in the rings is very delayed;
2) rings require increased precision in manufacturing the cylinder and complete elimination of gaps between the ring and the cylinder mirror.
These disadvantages are largely eliminated by porous chrome plating. Chrome is first applied in a continuous layer, then the outer surface of the coating is loosened (by changing the direction of the current at the end of chrome plating) to a depth equal to approximately 0.25 of the coating thickness.
The porous surface retains oil well. During the running-in process, the loosened surface wears off relatively quickly (especially in areas of high pressure), after which the underlying layer of solid solid chromium is exposed. The presence of oil in the porous layer prevents scuffing during the running-in process.
The wear resistance of porous-chrome rings strongly depends on the structure of the porous layer, which determines the correct running-in process. The best results are obtained by mesh porosity with a pore size of 0.05-0.1 mm2. When properly carried out the running-in process, the wear resistance of chrome-plated rings is 15-20 times higher than the wear resistance of conventional cast iron rings.
The material of chrome rings does not matter as much as the material of non-chrome rings. This allows the use of high-strength modified nodular cast iron and steel for the manufacture of chrome-plated rings.
Chromium plating of the cylinder mirror is also used. This process is more expensive than chrome plating of rings, since the chrome surface of the cylinders must be carefully processed. However, this method opens up the possibility of manufacturing cylinders from aluminum alloys with high thermal conductivity, which is of particular importance for cylinders operating at elevated temperatures.
Other ways to improve piston ring wear resistance are listed below.
Oxidation (bluing) is the formation of a thin (~ 0.01 mm) layer of magnetic iron oxide Fe3O4 on the surface of the rings by keeping the rings at 500-550°C in an atmosphere of gaseous oxidizers and water vapor.
Phosphating - keeping the rings in a hot aqueous solution of phosphoric acid saturated with Fe, Mn or Zn phosphates. A porous crystalline layer of phosphates forms on the surface of the rings, which absorbs lubricant well.
Diffusion siliconization - exposure of rings in powdered silicon carbide SiC at a temperature of about 1000°C. In this case, the surface layer is saturated with silicon, which increases the wear resistance of the rings.
Diffusion chromium plating is the saturation of the surface layer with chromium by keeping the rings in molten chromium chloride CrCl2 or in an atmosphere of gaseous chromium chlorides at a temperature of about 1000°C.
Aluminizing is the aging of rings in a mixture of powdered aluminum and aluminum oxide Al2O3 at a temperature of about 1000°C, as a result of which crystals of a solid solution of aluminum in α-iron are formed in the surface layer, and a thin wear-resistant film of aluminum oxide is formed on the surface.
Sulfidation is the process of keeping the rings in a hot solution of sodium hydroxide NaOH with an admixture of sulfur or in a melt of cyanide, sodium NaCH and sodium sulfate Na2SO4. The sulphidized layer is characterized by exceptional wear resistance and resistance to setting.
To speed up the running-in, the rings are subjected to galvanic tinning, cadmium plating or copper plating. Tinning gives the best results. Galvanic tinning is carried out in a bath with sodium stannous acid at 75°C. The thickness of the tin layer is 0.005–0.010 mm.
Rings operating at moderate temperatures are coated with a thin layer of synthetic resin (epoxies), fluoroplastic, etc., mixed with graphite or metal powder.
- < Back
Piston design feature
To withstand the enormous loads during engine operation, the piston must have the necessary characteristics. First of all, the part must be as light as possible. The material from which pistons for internal combustion engines are made must have high wear resistance. And in order for the part to cool quickly, the alloy used in production must conduct heat well.
In addition, the surface of the piston in a domestic car engine must be manufactured accordingly to eliminate the risk of jamming when exposed to high temperatures. At the same time, fuel combustion products should not leak into the crankcase.
Typically, the top surface of the piston is coated with a special protective coating to withstand maximum loads. The entire working surface of the piston also has a special coating for better sliding in the cylinder cavity. In this case, the material remains throughout the entire service life of the parts.
The piston skirt is designed to compensate for thermal expansion. During the production process, it goes through the stage of processing with cutters, as a result of which a microrelief is created. This measure allows the oil to stay on the part longer and effectively reduce friction.
This all applies to standard products for the Lada Priora. As you can see, the pistons meet many requirements for strength and reliability. The Priora plugless piston is completely similar to the standard product, with only one difference - there are deep recesses on the upper part. As a result, the possibility of pistons and valves meeting is eliminated, which protects both from damage.
What metals are engine pistons made of?
All modern engine pistons are made of aluminum alloy. The alloy behaves slightly differently when used according to how the piston is made, so it is important to understand the manufacturing process. Before the 1970s, the topic of cast versus forged pistons was often discussed; since then, advances in technology have made the discussion all but superfluous commonplace.
Evolution of piston material
The original internal combustion engines used steel to make the pistons. Aluminum alloy took over very early. The earliest aluminum pistons were subject to significant expansion and contraction due to operating heat, and the design evolved so that steel rings called struts were molded into the walls to reduce the problem. This type of piston was common until the 1960s, when the introduction of silicon into the alloy made wear unnecessary. Most modern pistons are made from about 25% silicone. The early aluminum-silicon alloy was known to be brittle; accidentally dropping one of the bench heights usually resulted in a crack, which was expensive at best and impossible to repair at worst. Adding nickel to the alloy reduces brittleness but increases the weight-to-mass ratio.
Piston design
The pistons have nine parts and sections. The top of the piston is properly called the crown; Below these are annular grooves in which the piston rings are installed. The raised areas between the ring grooves are called lands. Below the annular assembly is the piston hole. The piston pin, called a "wrist pin" in the industry, is said to pass through this hole and pass through the connecting rod. There are pin lugs around the piston pin that support the ends. The lower part of the piston is called the skirt.
Cast pistons
The cast piston is formed from molten aluminum alloy, which is drawn by vacuum into steel dies; Minimal machining is required to complete the resulting piston. The process is called gravity casting. The shape and wall thickness are completely controlled, but the process is expensive.
Forged pistons
A forged piston is made first by placing a ingot of heated aluminum alloy into a female mold; After this, the steering wheel is pushed into the mold to stamp the metal into the piston gate. The workpiece then goes through many machining operations; a single forging typically creates a blank that can be machined into numerous piston sizes for a wide variety of vehicles.
Comparisons
Casting was the original method of producing pistons; forging appeared later as an alternative. The forging process compresses the alloy molecules at the crown, making the metal denser and therefore better able to withstand extreme temperatures. This is a significant advantage because the crown is exposed to more heat than any other part of the engine except the spark plug.
Practical use
The cast pistons are finished with intricate dies that define their shapes both inside and out; This allows for a uniform and constant wall thickness that keeps the piston mass to a minimum. The die installation process is expensive, so cast pistons are typically made for only a few applications and to meet large production requirements. Forged pistons have a relatively rough internal shape after stamping, determined only by the ram being driven into the ingot and then retracted. This usually means significant understeer and manual finishing. Tighter tolerances are achieved with this method. For these reasons, performance pistons are almost always forged, while OEM-spec pistons are cast. Buy an engine repair tool
Translation of itstillruns
Options for plugless pistons
This is decided individually in each specific case. On the Russian market you can find various products, including buttless pistons:
- "STI".
- "Autramat".
- "STK" (Samara).
STI pistons from Tolyatti are produced by hot pressing, which is their main feature. However, they did not receive a response from many Priora owners, and here’s why: the compression ratio is very low, and the combustion chamber is very large. As a result, the engine efficiency drops significantly. Such products are less heat-resistant due to the low silicon content. And the lack of nickel reduces their resource. In addition, when installing such pistons, timing belt breakage is a fairly common occurrence. In addition, the price of such pistons is quite high.
Avtramat products are manufactured in Ukraine on the territory of a Kharkov enterprise using the injection molding method. They also have their weaknesses, but the efficiency is not significantly reduced, which is not bad.
Samara STK pistons on Priora have similar characteristics as Kharkov parts, but have more weight. This is their main drawback, but the advantage will most likely please many, since their price is a third less. In addition, the samples on the surface are deeper.
From the options considered, everyone will choose something to their liking, but it is better, if possible, to avoid products from craftsmen from Tolyatti for obvious reasons. It is better to initially buy expensive pistons than to suffer with cheap parts later.
Non-stick piston with pins 4 pcs. (76.5. 77.0) A, B, C, D. E on Kalina
Dear customers, in order to avoid errors when sending a set of pistons with pins, in the “Comment” line indicate the model and year of manufacture of your car, the outer diameter of the piston and class.
The clouds of bluish smoke escaping from the exhaust pipe give the driver many unpleasant thoughts. This most often indicates an unpleasant, but inevitable moment in the life of a car - engine repair.
The recesses for the valves are deepened on the bottom of the piston 11194, eliminating the possibility of the valves coming into contact with the piston if the timing belt breaks.
When the car has traveled approximately 150 thousand kilometers, noticeable wear of the piston group occurs.
The connecting rod and piston group - connecting rod, piston with rings, connecting rod or main bearings - is the most important component in the engine. If the technical condition of these elements in the engine is inappropriate, the following is observed: reduced compression, the possibility of jamming.
The piston is one of the most important parts of an internal combustion engine. It transfers the energy of fuel combustion through the pin and connecting rod to the crankshaft. It, together with the rings, seals the cylinder from combustion products entering the crankcase. During operation, the piston is subject to high mechanical and thermal loads. The grooves for the piston rings are located on the side surface of the piston head. Usually there are three of them: two for compression and one for the oil ring. During manufacturing, the weight of the pistons is strictly maintained.
The piston pin is hollow steel, floating type, i.e. rotates freely in the piston bosses and connecting rod bushing. The pin is secured in the piston bore by two spring retaining rings.
Piston rings. The upper compression ring has a chrome-plated barrel-shaped outer surface. The lower compression ring is scraper type. The oil scraper ring has chrome-plated working edges and an expansion coil spring.
Connecting rod – steel, forged. The connecting rod is processed together with the cover and therefore they are individually non-interchangeable. To avoid mixing up the caps and connecting rods during assembly, they are marked with the number of the cylinder in which they are installed. A steel-bronze bushing is pressed into the upper head of the connecting rod.
Spare parts of the car are supplied with pistons of classes A, B, C, D and E through 0.01 mm (measured in a plane perpendicular to the piston pin, at a distance of 36.75 mm from the piston bottom), which is quite enough for selection.
| Piston class by outer diameter | A | B | C | D | E |
| Piston diameter 76.5 (mm) | 76,465-76,475 | 76,475-76,485 | 76,485-76,495 | 76,495-76,505 | 76,505-76,515 |
| Piston diameter 77.0 (mm) | 76,965-76,975 | 76,975-76,985 | 76,985-76,995 | 76,995-77,005 | 77,005-77,015 |
| Piston diameter 77.5 (mm) | 77,465-77,475 | 77,475-77,485 | 77,485-77,495 | 77 |
The main thing when selecting a piston is to ensure the required installation gap between the piston and the cylinder, which is determined by measuring the cylinder and piston.
When selecting new pistons for a worn cylinder, the gap between the piston skirt and the liner mirror should be checked in the lower, least worn part of the cylinder. The gap in this part of the cylinder should not be allowed to decrease to less than 0.02 mm.
The VAZ 11194 engine has a new design of the connecting rod and piston group: T-shaped piston design. The bottom shape is flat with 4 small recesses.
Due to the use of “thin” piston rings, it was possible to reduce the height of the sealing and fire belt. The use of oil nozzles in the engine to supply oil to the inner surface of the piston ensured a significant reduction in the thermal load on this part. The piston uses a shortened piston pin of the “floating” type, secured with retaining rings and with a diameter of 18 mm. This made it possible, in the piston design, to remove a significant amount of metal in the area of the bosses, thereby increasing the size of the “refrigerator” and reducing the guide sections of the piston skirt. Excess oil is drained into the “refrigerator” area through holes made in the groove for the oil scraper ring.
Reducing the weight of the connecting rod and piston group had a positive effect on improving the dynamic characteristics of the engine.
Basic markings applied to the bottom of the part.
1. Orientation marker - “ ” when installed, should indicate the direction towards the camshaft drive
2. Class marker - one of the symbols (“A”, “B”, “C”, “D” and “E”) determines the deviation in the outer diameter.
3. Model marker, according to the manufacturer's classification.
The “11194” model marker is on the side surface of the piston.
The piston pin is designed to articulate the piston with the upper head of the connecting rod. Made hollow. In order for the fingers to work reliably when transmitting large forces, they are made of alloy steel. To ensure high hardness of the working surface while maintaining the viscosity of its core, it is subjected to carburization to a depth of at least 0.7 mm, followed by quenching in oil and low-temperature tempering.
The precision manufacturing of the hole for the piston pin ensures a gap of 0.001-0.002 mm and allows the use of a pin of the same size (17.990-17.995 mm).
The piston and its corresponding cylinder must belong to the same class.
It is advisable to select a set of pistons with a large skirt diameter to reduce the gap between the piston and the cylinder bore.
Signs of a malfunction of the connecting rod and piston group:
— increased gasoline consumption;
— engine compression dropped below 10 kgf/cm2;
— oil consumption has increased. Over 1000 kilometers, the oil level decreased from the maximum to the minimum;
— the color of the exhaust gases has changed to a bluish tint.
Pistons are replaced most often due to wear on the upper piston ring groove and less often due to wear on the piston skirt. It is advisable to replace pistons at the same time as the piston rings.
Other article numbers of the product and its analogues in catalogues: 11194100401500.
VAZ 11174-11194.
Any breakdown is not the end of the world, but a completely solvable problem!
AvtoAzbuka online store, repair costs will be minimal.
Just COMPARE and BE SURE!!!
Don't forget to share the information you find with your friends and acquaintances, because they may also need it - just click one of the social networking buttons located above.
Replacing pistons
The decision to replace standard pistons with a plug-in version is more than justified, since it will protect the engine from early breakdown. The work requires a good approach and free time, since a considerable amount of detail will have to be removed. However, if you lack time and have funds, you can use the services of a car service. There, the replacement of pistons (Priora) will be carried out at a professional level, but the money will be required in the region of 7-10 thousand rubles. It all depends on the complexity of the repair.
It is better to replace pistons on a lift or a well-equipped inspection pit. First you need to drain the antifreeze and oil into containers. The further procedure looks something like this:
- The engine must be thoroughly cleaned of dirt.
- Using a 13mm wrench, unscrew the bolts securing the engine support bracket on the right side.
- The next step requires unscrewing the generator mounts using a 15mm wrench. Remove the freed front engine bracket.
- The pipeline is disconnected, the cylinder head is dismantled along with the flywheel and oil filter.
- The tube connecting the pump to the cylinder block is removed.
- The next step is to remove the oil pan, oil pump and oil receiver.
- Use a 10mm wrench to unscrew the crankshaft rear oil seal holder fasteners. It can be easily removed - just pry it off with a screwdriver.
- Next, all fasteners of the connecting rods are unscrewed, after which they are removed along with the pistons.
- The rings are removed from the pistons; it is worth paying attention to their condition and replacing them if necessary.
- Using a 16-18 mm mandrel, remove the pin, after which the piston can be easily removed from the connecting rod.
If a domestic car has traveled a long distance, an additional procedure is required, which requires a bore gauge.
STI, Tolyatti
These products are manufactured in Tolyatti using hot pressing technology. Judging by the reviews of those who have already equipped the engine with them, the parts significantly reduce the efficiency and power of the engine. This can be explained by the low compression ratio and large cylinder size. Valve recesses are too deep.
Priora plugless STK pistons are produced in Samara. The characteristics of these products are practically no different from standard pistons. The samples are quite deep. Owners do not have to worry about the consequences of a broken timing belt. Among the disadvantages, one can highlight the higher mass. This affects the acceleration dynamics. But adequate cost is the decisive factor when choosing.
Final process
With this tool you need to measure the inner surface of each cylinder at the following points (starting from the top):
- 3 mm;
- 10 mm;
- 60 mm;
- 112 mm.
The degree of wear should be judged by the difference in these measurements. If it is approximately 0.05 mm, then this is still an acceptable value. If the difference is 0.15 mm or more, cylinder boring is required.
At the final stage, all that remains is to install new pistons and assemble all the parts in reverse order.
Lada Priora Hatchback Daenger Inc. › Logbook › Replacing piston with STK plugless pistons
Let's start in order) I will try to reveal this issue as much as possible.
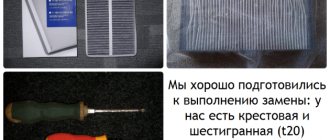
but I can’t describe the process itself, since knowledgeable people changed it, so I was just present and took photographs for this report. and so, let's begin. It's time to change the timing belt. Extraneous sounds have already begun to be heard. I ordered the belt on the Exist website
1. Gates timing kit Number - K015631XS Includes a belt and two rollers... everything has been checked, it is really original, which is doubly pleasing. the kit cost me 3400... I could have gotten it for 2800, but I didn’t want to wait a week.
Along with it I ordered an alternator belt, also Gate - 400 rubles
2. And after we decided to change the belt, the guys from the service came up with the following idea - change the pistons to plug-in ones, in which case, even if the belt breaks, the valves and pistons will not touch. which will not lead to a major overhaul of the engine... actually a great idea, of course we agreed)
3. In order to find out which category of pistons is needed, we disassemble the engine... drain the oil, drain the antifreeze, remove all wiring, throttle valve with filter, intake receiver, all sensors, remove the cylinder head cover
4. Next, remove the head with the valves. does not cause any problems, you can get to all the bolts, don’t forget to unscrew the Exhaust manifold first!
5. Actually, this is what we get - cylinder blocks with original pistons. Category B pistons are installed.
6. Pull out the pistons with connecting rods through the oil sump
7. As soon as we know what pistons we need, and taking into account the engine operation and wear, we take category C pistons
Immediately after the disassembly we went to Tula to Ryazanka for the market. there we buy everything we need from one guy at once
I. Stickless pistons STK - 2500 rubles
II. Rings and inserts - 1500 rubles
III. Necessary gaskets - 1000 rubles
IV. Generator roller Original + Oil filter + small items - 1000 rubles
8. We bought everything and went back) while we went to get the necessary parts, the master sealed the head so that oil would not silt into the spark plugs... did all the necessary work to prepare the blocks for the new pistons
And then installation of a new plug-in piston.
9. Then we put everything back together in reverse order. connect all sensors, throttle valve and filter
After the entire cooling system has been assembled and connected, fill in the oil. I used Castrol Magnatec 5W-30 synthetic oil.
And fill in red antifreeze.
10. Then we install a new timing belt, new rollers, a new alternator belt and a new alternator pulley. The advantage of such timing rollers is that the tension roller is self-tensioning, so you don’t have to tighten it every 10 tons of mileage.
11. We start it... and voila, it simply whispers)) without any extraneous sounds or squeaks. Now we have a 2000 break-in, we won’t drive more than 3000-4000 rpm. and more than 90 km/h.
At the same time, we checked the entire cooling system, tightened all the pipes. They replaced the throttle cable, otherwise it was completely frayed. Now you don’t have to worry about the belt breaking and feel free to hit the floor)
Something like this, I’ll end this article with this, if you have any questions, ask!
Issue price: 10,000 ₽ Mileage: 74,500 km